
Introducción a los transductores de haz de ángulo Tmteck
Inspección de haz de ángulo
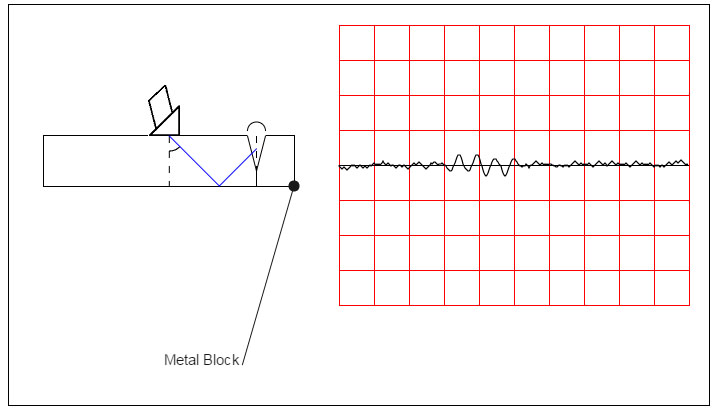
La técnica de haz de ángulo (Shear Wave) se utiliza para probar láminas, placas, tuberías y soldaduras. Se coloca una cuña de plástico entre el objeto de prueba y el transductor con una película de acoplador entre el transductor. y cuña. La cuña de plástico permite que la onda de sonido entre en el objeto de prueba en ángulo. Luego, el haz de sonido se refleja de regreso al transductor como en la prueba de haz recto.
Inspección de haz de ángulo 2
A menudo, las pruebas con vigas rectas no encuentran ningún defecto. Por ejemplo, si el defecto es vertical y lo suficientemente delgado, no reflejará suficiente sonido de regreso al transductor. para que el evaluador sepa que existe. En casos como este, se debe utilizar otro método de prueba de ultrasonido. El otro método de prueba de ultrasonido es la prueba de haz de ángulo. La prueba de haz de ángulo utiliza una incidencia distinta de 90 grados. En las pruebas de contacto, se coloca un bloque de plástico en ángulo entre el transductor y el objeto para crear el ángulo deseado. Para las pruebas de haz de ángulo en sistemas de inmersión, no se necesita un bloque de plástico porque el transductor simplemente se puede inclinar en el agua.
 |
 |
 |
 |
Si el ángulo de incidencia se cambia para que sea distinto de 90 grados, se producen ondas longitudinales y un segundo tipo de onda de sonido. Estas otras ondas se denominan ondas de corte. Debido a que la onda entró en ángulo, no todo viaja directamente a través del material. Las moléculas en el objeto de prueba se atraen entre sí porque los sólidos tienen fuertes enlaces moleculares. Las moléculas que transportan el sonido son atraídas por las moléculas que las rodean. Debido al ángulo, esas moléculas portadoras de sonido se tiran atrayendo fuerzas en una dirección perpendicular a la dirección de la onda. Esto produce ondas de corte u ondas cuyas moléculas viajan perpendicularmente a la dirección de la onda.

Las pruebas de haz de ángulo y un cambio en el ángulo de incidencia también crean más complicaciones. Recuerde que cuando una onda golpea una superficie en ángulo, será refractada o doblada cuando ingrese al nuevo medio. Por lo tanto, las ondas de corte y las ondas longitudinales se refractarán en el objeto de prueba. La cantidad de refracción depende de la velocidad del sonido en los dos medios entre los que viaja la onda. Dado que la velocidad de las ondas de corte es más lenta que la velocidad de las ondas longitudinales, sus ángulos de refracción serán diferentes. Al usar la ley de Snell, podemos calcular el ángulo de refracción si conocemos la velocidad del sonido en nuestro material.

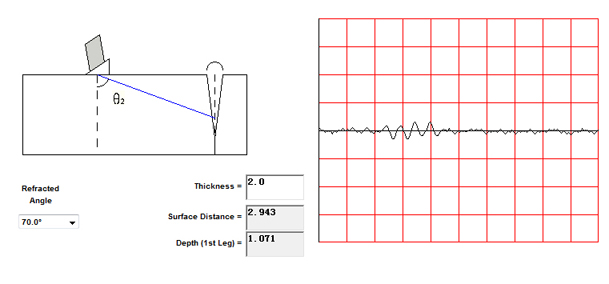
Se selecciona un ángulo para garantizar que se obtenga un eco de los defectos sospechosos. Estos son a menudo los defectos más perjudiciales, por ejemplo, falta de fusión en las paredes laterales soldadas y en la raíz, o grietas. Los ángulos de sonda que se utilizan más generalmente para diferentes espesores de acero son los siguientes:
una. 70 Cuña: 0,250 a 0,750 pulgadas de grosor
B. Cuña de 60 - 0,500 a 2,00 pulgadas de grosor
C. 45 Wedge - 1.500 y más de espesor
Deben usarse sondas operadas en otros ángulos, dependiendo de la posición del defecto en el material bajo prueba, y para casos especiales en secciones más delgadas. La frecuencia debe ser lo suficientemente baja para evitar una atenuación excesiva.
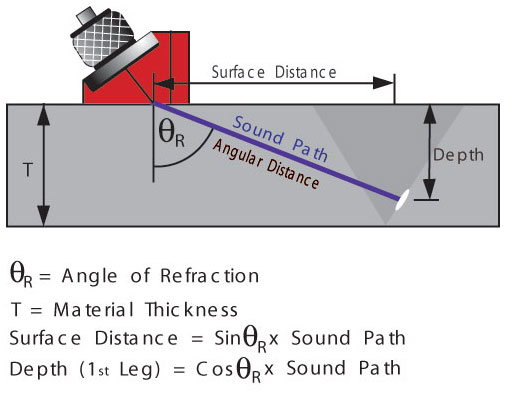
Los transductores de haz de ángulo y las cuñas se utilizan normalmente para introducir una onda de corte refractada en el material de prueba. Una trayectoria de sonido en ángulo permite que el haz de sonido entre desde el lateral, mejorando así la detectabilidad de fallas dentro y alrededor de las áreas soldadas.
Hora de publicación: Sep-26-2021